In the world of industrial systems, understanding the functionality and maintenance of a vacuum relief valve is crucial for ensuring operational efficiency and safety. According to Dr. John Smith, a leading expert in fluid dynamics and vacuum systems, “A properly functioning vacuum relief valve is essential to prevent system failures and maintain stability during pressure fluctuations.” This statement highlights the importance of this often-overlooked component in various applications, from chemical processing to food manufacturing.
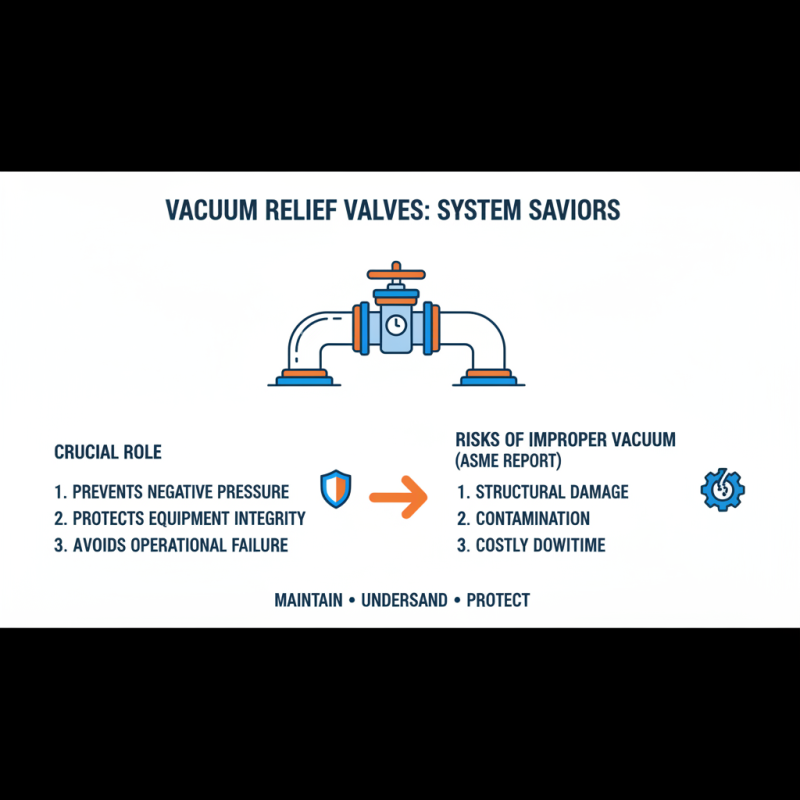
Vacuum relief valves are vital in protecting equipment from the potentially damaging effects of vacuum conditions. They function by allowing air to enter a system when a vacuum is created, thereby preventing the collapse of storage tanks or pipelines. Without proper maintenance, these valves can become clogged or malfunction, leading to catastrophic failures.
This article will delve into essential tips for understanding the functionality and maintenance of vacuum relief valves, ensuring operators can effectively safeguard their systems against unwanted vacuum conditions. Whether you are a seasoned engineer or a newcomer to the industry, grasping the principles of these valves is key to enhancing safety and performance in your operations.

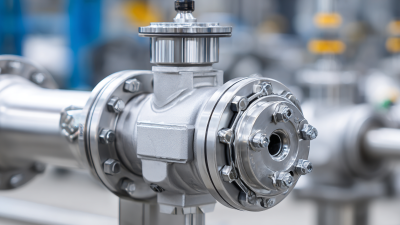
Vacuum relief valves are crucial components in various systems where maintaining atmospheric pressure is essential. These valves operate by allowing air or gas to enter a vessel when the internal pressure drops below a designated threshold. This functionality prevents the formation of a vacuum, which can lead to structural damage or collapse of the vessel. Understanding their operational principles is vital for ensuring safety and efficiency in applications ranging from storage tanks to processing equipment.
The design of vacuum relief valves typically features a spring-loaded mechanism that opens at a specific negative pressure. When the internal pressure decreases, the valve automatically opens, equalizing the pressure by permitting air in. Proper sizing and placement of these valves are critical, as they must respond quickly to prevent excessive vacuum conditions. Regular maintenance is essential to ensure their longevity and reliability; operators should inspect the valves for wear and blockages and perform operational tests to confirm that they function correctly. Understanding these fundamentals is key to optimizing the performance of systems reliant on vacuum relief valves.
| Aspect | Details |
|---|---|
| Functionality | Prevents vacuum formation in tanks and piping systems. |
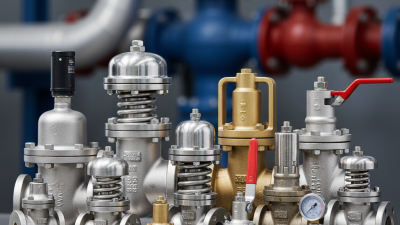
| Types | Spring-loaded, weight-loaded, and pilot-operated designs. |
| Materials | Typically made from stainless steel, brass, or plastic. |
| Application Areas | Chemical storage tanks, water treatment, and food processing. |
| Maintenance Frequency | Recommended every 6 months to 1 year, depending on use. |
| Common Issues | Leakage, malfunctioning due to corrosion, or debris blockage. |
| Testing | Pressure testing and visual inspections recommended regularly. |