What is a Vacuum Relief Valve and How Does it Work?
A vacuum relief valve is a critical component in many industrial systems. It plays a crucial role in maintaining safety and efficiency. When a vacuum builds up, this valve activates to prevent potential hazards. Vacuum conditions can occur in various applications, including storage tanks and piping systems.
Understanding how a vacuum relief valve works is essential for engineers and maintenance professionals. The mechanism allows air to enter a system when the pressure drops. This process prevents equipment damage caused by excessive vacuum pressure. Regular maintenance and testing are necessary to ensure functionality.
However, many people overlook this vital valve. Neglecting it can lead to system failures and costly repairs. Therefore, recognizing the significance of a vacuum relief valve is key to system integrity. Ultimately, proper education about its function can enhance safety and performance in industrial applications.
What is a Vacuum Relief Valve?
A vacuum relief valve is a critical component in many industrial systems. It helps maintain the balance of pressure within equipment. When a vacuum is created, the valve opens to allow air into the system. This process protects containers from collapsing. It also ensures that liquids flow correctly without interference.
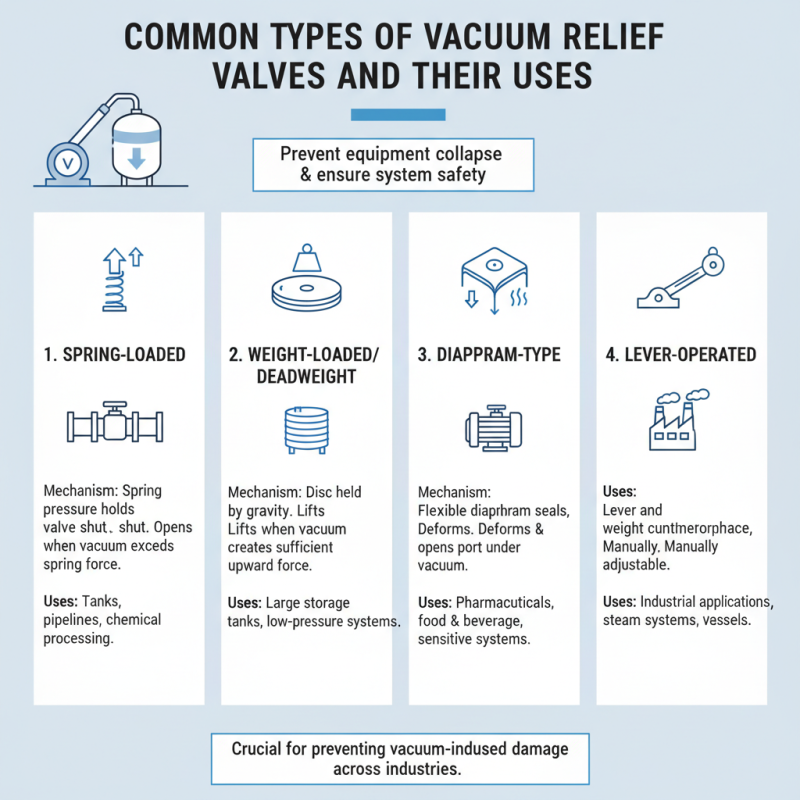
These valves are designed with precision. They typically feature a spring mechanism that allows them to open at specific pressure levels. For instance, if a tank creates too much vacuum, the valve releases air. This action can prevent structural failure. However, improper installation or maintenance can lead to failures. It's essential to monitor these valves regularly. Neglecting them can result in equipment damage, increased costs, and operational delays.
Choosing the right vacuum relief valve can be tricky. Each application has different requirements. Factors like fluid type, temperature, and pressure must be considered. Some valves may not function effectively in certain conditions. Understanding these details is vital. Relying solely on standard specifications may lead to mistakes. Regular training and consultation with experts are necessary to ensure efficient operation.
Vacuum Relief Valve Performance Characteristics
The Importance of Vacuum Relief Valves in Various Applications
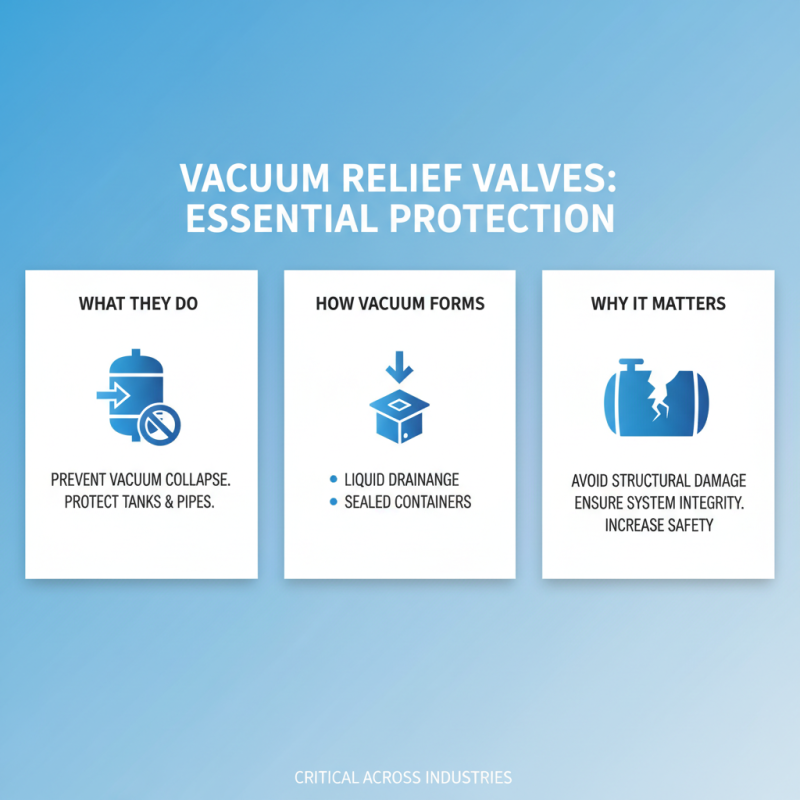
Vacuum relief valves play a vital role in various applications across industries. These valves prevent the creation of vacuum conditions that can lead to structural damage in tanks and piping systems. In many cases, a vacuum can form when liquid is drained or when a container is sealed tightly. This pressure differential can cause collapse or other failures.
In industries like manufacturing and food processing, vacuum relief valves ensure the safety and integrity of storage vessels. For example, in chemical storage, these valves help maintain safe levels of pressure. However, improper installation or lack of regular maintenance can lead to valve failure. This raises the need for consistent checks and balances in operational protocols.
Moreover, while vacuum relief valves are crucial, their effectiveness can vary based on design and application context. Operators must remain vigilant regarding specifications and the conditions under which these valves operate. Sometimes, the conditions leading to vacuum formation are unpredictable. Being proactive in identifying potential issues is key to maintaining system reliability.
How Vacuum Relief Valves Operate: A Step-by-Step Explanation
Vacuum relief valves play a crucial role in maintaining safety in various systems. They prevent negative pressure from causing damage by allowing air into a vacuum-sealed area. This ensures equipment operates effectively without risking structural integrity.
The operation of a vacuum relief valve is straightforward. When a vacuum condition forms, the valve detects the pressure drop. It then opens to equalize pressure. This allows air to enter the sealed environment, stabilizing it. The materials used in these valves can withstand significant pressure changes. Regular inspection is essential to ensure functionality.
Tips: Always check your vacuum relief valves during routine maintenance. Look for any signs of wear or damage. Replacement might be necessary to prevent failure. Additionally, consider the valve's placement for maximum effectiveness. Proper installation can enhance how the valve responds to pressure changes. Always consult with experts if unsure about your valve's performance.
What is a Vacuum Relief Valve and How Does it Work? - How Vacuum Relief Valves Operate: A Step-by-Step Explanation
| Feature |
Description |
Operation Mode |
Applications |
| Function |
Protects equipment from vacuum damage by allowing air intake. |
Opens to allow air when a vacuum is detected. |
Used in tanks, pipelines, and vessels. |
| Components |
Typically includes a valve body, seat, and spring mechanism. |
Springs close the valve when pressure normalizes. |
Chemical, food processing, and oil industries. |
| Size Variations |
Available in various sizes to fit pipe diameters. |
Larger valves for high-capacity systems. |
Storage tanks and large industrial applications. |
| Maintenance |
Regular inspection and cleaning recommended. |
Ensure seals are functioning to prevent failure. |
Crucial in maintaining system integrity. |
Maintenance and Troubleshooting for Vacuum Relief Valves
Vacuum relief valves play a crucial role in maintaining system integrity. Regular maintenance is essential to ensure optimal performance. Check the valve for signs of wear and corrosion. Visual inspections can reveal issues before they become significant.
Tips: Regularly clean the valve to prevent debris buildup. This can prolong its lifespan.
Troubleshooting vacuum relief valves involves several steps. If a valve is not functioning properly, check the actuator. It may be stuck or malfunctioning. Ensure that the spring is intact and not corroded. Misalignment can also cause issues.
Tips: Always refer to the manufacturer’s guidelines for specific troubleshooting advice. Keep a log of any repairs made for future reference.
Remember, not all problems are obvious. Sometimes valves may seem functional but could be limiting your system’s efficiency. Don't overlook minor indicators, as they can lead to bigger issues if ignored. Regular checks can save time and resources in the long run.